Połączenia wciskowe
Charakterystyka połączeń wciskowych
Połączenia wciskowe spośród połączeń rozłącznych wyróżnia idea technologicznego uzyskiwania zdolności przenoszenia obciążeń, sprowadzająca się do odpowiednich sposobów montażu. Łączenie czopa z piastą (walcowe lub stożkowe powierzchnie przylegania) najczęściej odbywa się przez wtłaczanie poosiowymi siłami montażu.
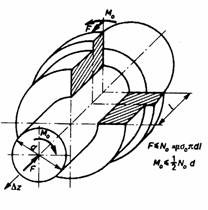
Model połączenia wciskowego.
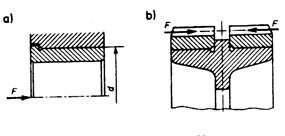
Przykład połączeń wciskowych.
Poglądowy przebieg takiego montażu przedstawiono na wykresie, gdzie Δz oznacza względne przemieszczenia czopa i piasty. Wymagane siły montażu są dosyć duże, dlatego też, obok dużej gładkości powierzchni, należy stosować smarowanie oraz stożkowe fazy wejściowe.
Łączenie skurczowe lub rozprężne może ułatwić wtłaczanie oraz być samodzielnym (nie wymagającym dodatkowo sił wtłaczania) sposobem montażu, jeśli wymagany wcisk da się uzyskać przez skurcz odpowiednio rozgrzanej piasty (łączenie skurczowe) lub przez rozprężanie oziębionego czopa (łączenie rozprężne).
Jak już we wstępie zaznaczono, rozłączność połączeń wciskowych jest warunkowa. Demontaż połączenia, jeśli jest potrzebny, może być przeprowadzony tymi samymi sposobami. W przypadku połączeń wtłaczanych na ogół demontaż wymaga mniejszych sił poosiowych niż montaż. Natomiast w połączeniach montowanych skurczowo lub rozprężnie siły demontażu są większe.
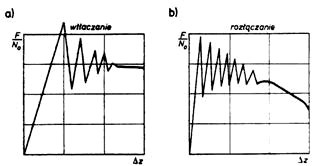
Poglądowe charakterystyki sił montażu (a) i demontażu (b) połączenia wtłaczanego.
Połączenia wciskowe cechuje prostota i łatwość wykonania. Mogą przenosić równocześnie stosunkowo duże obciążenia poosiowe i momenty obrotowe statyczne, jak i dynamiczne. Nie wprowadzają tak niekorzystnych koncentracji naprężeń, jak to ma miejsce w połączeniach kształtowych.
Mają jednak wady, takie jak: konieczność zachowania dużych dokładności wykonawczych czy gładkości powierzchni, wrażliwość na zmiany temperatury (zwłaszcza przy różnych materiałach czopa i piasty), niebezpieczeństwo zatarcia przy montażu przez wtłaczanie czy wreszcie duże naprężenie rozciągające w piastach (niebezpieczne dla materiałów kruchych) oraz krawędziowe koncentracje naprężeń w czopach. Ta ostatnia wada może być łatwo usunięta przez zastosowanie głęboko przedłużonych stożków wejściowych piasty. Inne wady konstruktor musi uwzględnić w procesie projektowania.
Pełny tekst artykułu dostępny jest dla zarejestrowanych użytkowników.