Ogólne wiadomości o frezowaniu
Pełny tekst artykułu dostępny jest dla zarejestrowanych użytkowników
Frezowanie stanowi jeden ze sposobów obróbki skrawaniem, jest stosowane do obróbki płaszczyzn, rowków, nacinania gwintów, kół zębatych itp. Frezowanie umożliwia obróbkę: płaszczyzn, rowków, kanałków, powierzchni kształtowych i uzębień. Wykonywane jest obrotowymi narzędziami wieloostrzowymi (frezami) na obrabiarkach nazywanych frezarkami. W większości odmian frezowania ruchy posuwowe są prostoliniowe - wykonuje je przedmiot obrabiany; natomiast ruch główny (obrotowy) wykonywany jest przez narzędzie. Dzięki zastosowaniu narzędzi wieloostrzowych i dużych prędkości skrawania frezowanie umożliwia obróbkę z dużą wydajnością.
Frez jest to narzędzie wieloostrzowe o kształcie bryły obrotowej, którego ostrza mogą być uformowane przez wykonanie wrębów na powierzchni walcowej, walcowej i czołowej, walcowej i obu czołowych, a także na powierzchni stożkowej lub kształtowej. Na powierzchni walcowej mogą być wykonywane wręby proste lub śrubowe.
Krawędzie skrawające frezu nie pracują wszystkie jednocześnie, lecz kolejno jedna za drugą, przy czym zetknięcie narzędzia z materiałem obrabianym istnieje tylko na części obwodu freza, tzn. jednocześnie pracuje tylko część ostrzy. Zapewnia to dobre warunki chłodzenia. Z drugiej jednak strony przy frezowaniu grubość warstwy skrawanej przez poszczególne ostrza, a więc i przekroje warstwy skrawanej oraz wióra, zmieniają się podczas skrawania. Powoduje to zmianę obciążenia i wpływa ujemnie na trwałość narzędzia.
Ze względu na rozmieszczenie ostrzy freza rozróżniane jest frezowanie:
- czołowe, wykonywane frezami o ostrzach rozmieszczonych na powierzchni czołowej i obwodowej,
- obwodowe, wykonywane frezami mającymi ostrza rozmieszczone tylko na powierzchni obwodowej.
W zależności od położenia freza względem przedmiotu obrabianego rozróżnić można następujące odmiany frezowania czołowego:
-
pełne, podczas którego szerokość frezowania B równa jest średnicy freza D,
-
niepełne dwustronne, podczas którego szerokość frezowania jest mniejsza od średnicy freza, a frez obustronnie wystaje poza przedmiot obrabiany; frezowanie niepełne dwustronne może być symetryczne (z każdej strony przedmiotu obrabianego frez wystaje o wielkość D-B /2) oraz niesymetryczne,
-
niepełne jednostronne, podczas którego frez wystaje jednostronnie poza przedmiot obrabiany
Frezowanie obwodowe, w zależności od zwrotu wektorów prędkości ruchu głównego oraz posuwowego, dzieli się na:
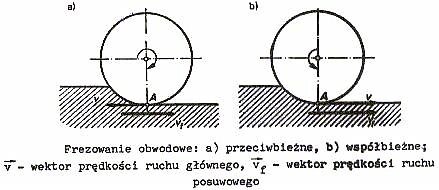
Podział na współbieżne i przeciwbieżne odnosi się również do frezowania czołowego niepełnego jednostronnego. W przypadku frezowania czołowego pełnego:
-
podczas wcinania się w materiał obrabiany ostrze pracuje przeciwbieżnie,
-
podczas wychodzenia ze styku z powierzchnią obrobioną ostrze pracuje współbieżnie.
Ze względu na kształt powierzchni obrobionej, frezowanie obwodowe podzielić można na:
-
walcowe, wykonywane frezami o części roboczej walcowej; oś freza jest wówczas równoległa do powierzchni obrabianej,
-
kształtowe, wykonywane frezami o krzywoliniowych tworzących części roboczej; oś freza może wówczas zajmować różne położenia względem powierzchni obrabianej.