Frezowanie płaszczyzn
Pełny tekst artykułu dostępny jest dla zarejestrowanych użytkowników
Wybór sposobu frezowania płaszczyzn.
Frezowanie płaszczyzn, czyli powierzchni płaskich jest jedną z najczęściej spotykanych prac frezarskich.
Do frezowania płaszczyzn mają zastosowanie frezy walcowe, walcowo-czołowe i głowice frezowe. Wybór sposobu frezowania płaszczyzn zależy w dużym stopniu od kształtu przedmiotu obrabianego oraz od wymiarów samej płaszczyzny.
Płaszczyzny z łatwym dostępem dla narzędzia są przeważnie frezowane głowicami frezowymi lub rzadziej frezami walcowymi.
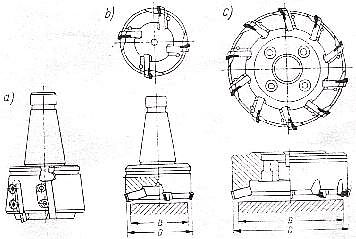
Głowice frezowe: a) trzpieniowa z nożami mocowanymi na obwodzie, b) trzpieniowa z nożami mocowanymi na czole, c) nasadzana z nożami mocowanymi na czele.
Kształt przedmiotu obrabianego wpływa również na wybór sposobu frezowania z uwagi na odległość obrabianej płaszczyzny od podstawy zamocowania.
Frezowanie współbieżne i przeciwbieżne:
- podczas frezowania współbieżnego siły działające na przedmiot poddawany obróbce dociskają go do stołu frezarki. Szczególnie mocny docisk występuje w chwili gdy ostrze freza rozpoczyna prace. Zaczyna ono wówczas skrawać warstwę znacznej grubości, malejącą do zera w miarę postępowania skrawania. Taki rodzaj pracy wywołuje drgania maszyn. Jeżeli w mechanizmie posuwu stołu są luzy, praca frezarek jest nierównomierna i urządzenie lub obrabiarka mogą ulec uszkodzeniu.
- frezowanie przeciwbieżne jest najczęściej stosowane. Podczas tego frezowania siły działające na przedmiot usiłują oderwać go od stołu. Warstwa skrawana jest na początku pracy ostrza bardzo cienka, lecz w miarę postępu skrawania staje się coraz grubsza.
Za szybkość skrawania podczas frezowania przyjmuje się szybkość obwodową freza obracającego się z prędkością n. Wyraża się ją zależnością:
![]()
Gdzie: D- średnica freza, n- prędkość obrotowa freza.
Dobór freza walcowego i warunków skrawania.
Wybór odmiany freza zależy od rodzaju materiału obrabianego.
Podstawowym punktem właściwego doboru freza walcowego jest wybór odpowiedniej odmiany freza w zależności od rodzaju materiału obrabianego. Następnym czynnikiem wyboru freza jest właściwy wybór jego średnicy. Wyboru dokonuje się na podstawie znajomości naddatku materiału na frezowanie za jednym przejściem, czyli głębokość frezowania.
Długość freza walcowego dobiera się w zależności od szerokości frezowanej płaszczyzny, przy czym wystarczy by długość freza była większa około 10 mm.
Prędkość, z jaką powinien pracować frez w konkretnym przypadku obróbki zależy od wielu czynników, z których najważniejsze są:
- rodzaj i właściwości materiału przedmiotu obrabianego,
- rodzaj obróbki (frezowanie zgrubne czy wykańczające),
- moc frezarki.
Prędkość ruchu posuwowego przy frezowaniu zgrubnym określa się wartością posuwu na 1 ostrze freza, a przy frezowaniu wykańczającym - posuwem na 1 obrót freza. Zalecane posuwy na 1 ostrze freza walcowego przy zgrubnym frezowaniu płaszczyzn.
Mniejsze wielkości posuwów należy przyjmować przy dużej głębokości i szerokości frezowania, natomiast większe - przy małej głębokości i szerokości frezowania.
Głębokość frezowania przy frezowaniu zgrubnym płaszczyzn nie powinna być zasadniczo mniejsza niż 3 mm. Liczbę przejść przy frezowaniu zgrubnym ustala się w zależności od pozostawionego naddatku na to frezowanie.
Pełny tekst artykułu dostępny jest dla zarejestrowanych użytkowników